Серия Электроплавленного AZS: применение и тренды?
2026-01-25
содержание
Когда говорят про электроплавленный AZS, многие сразу думают о стекловаренных печах — и это правильно, но это только вершина айсберга. Часто упускают из виду, насколько критична здесь не просто химическая формула, а именно структура после плавления, поведение под длительным термоударом и в агрессивных средах. Сейчас, с развитием фотоэлектрики и требований к чистоте расплава, старые подходы к составу и фазовому равновесию иногда дают сбой. Вот об этом и хочется порассуждать, опираясь на то, что видел на практике.
От состава к структуре: что действительно важно
Основной миф — что чем выше содержание ZrO2, тем автоматически лучше материал. На деле, ключевым становится распределение стекловидной фазы и корунда. Помню, лет десять назад была попытка использовать AZS 33 для одного специфичного процесса в производстве оптического стекла — материал вроде бы подходил по паспорту, но быстро пошло растрескивание. Оказалось, проблема была в размере кристаллов и количестве связанной стеклофазы, которая вела себя непредсказуемо при циклическом нагреве. Пришлось углубляться в детали технологии плавки самого огнеупора.
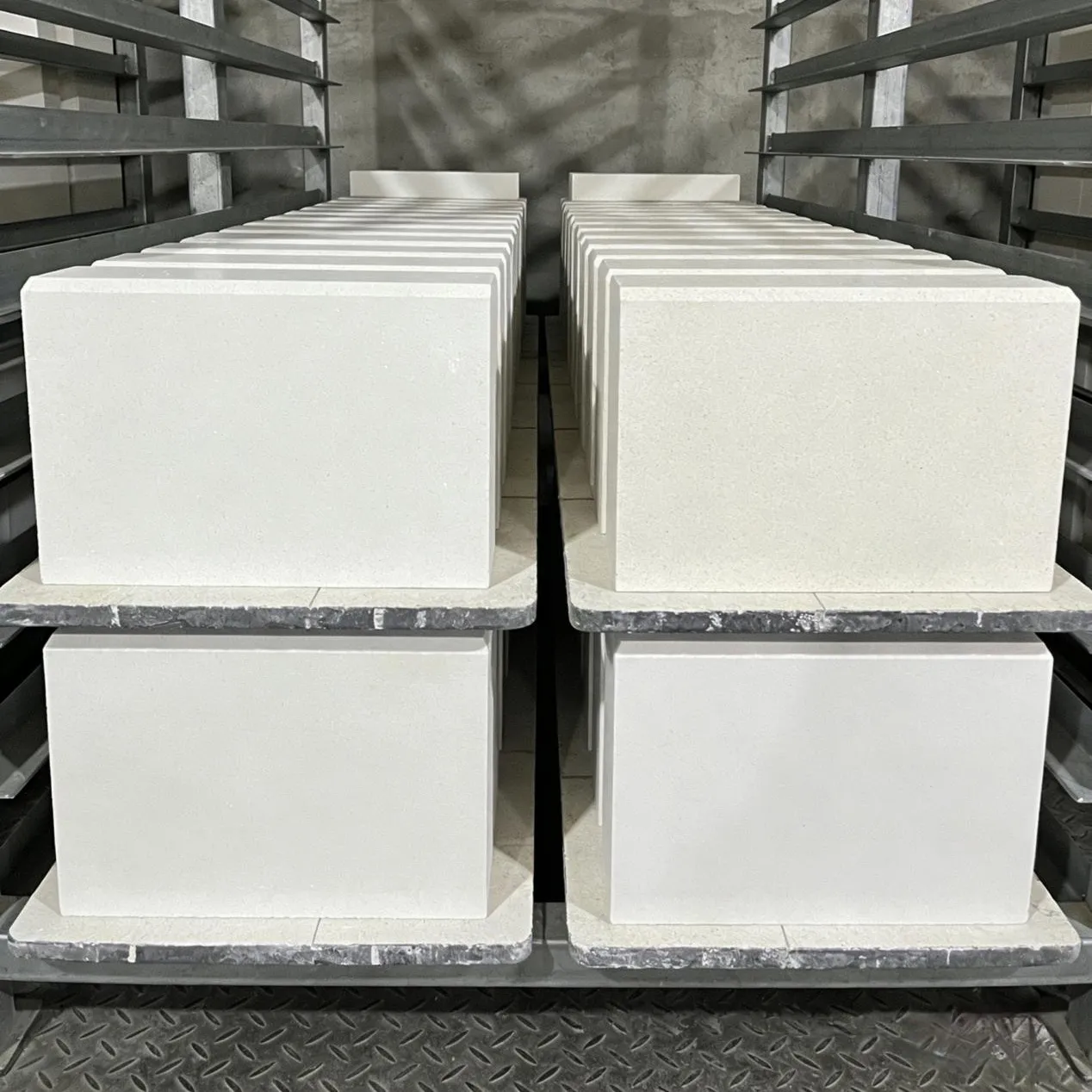
Сейчас многие производители, особенно в Китае, делают упор на стабильность структуры. Например, компания ООО Внутренняя Монголия Ишэн Новые Материалы (сайт можно посмотреть на https://www.cn-yisheng.ru) в своих материалах акцентирует контроль за размером кристаллов и пористостью. Это не просто слова — когда мы тестировали их AZS 36 для футеровки каналов стекловаренной печи, именно однородность структуры позволила снизить эрозию в зоне максимального контакта с расплавом. Компания, как указано в её описании, специализируется на исследованиях и производстве огнеупоров для фотоэлектрической промышленности и других отраслей, и такой фокус на качестве структуры — это ответ на реальные запросы рынка.
Если отвлечься, то стоит отметить и роль легирующих добавок. Иногда небольшие введения оксидов редкоземельных элементов кардинально меняют реологию стеклофазы при высоких температурах. Но это уже тонкая настройка, которая не всегда окупается в массовом производстве. Хотя для нишевых применений, например, в тиглях для выращивания особо чистых кристаллов, такие разработки ведутся.
Применение за пределами стекловарения: где возникают неочевидные сложности
Тренд последних лет — активное внедрение электроплавленного AZS в печи для производства фотоэлектрического кремния. Требования здесь жёсткие: минимальное загрязнение расплава, стойкость к восстановительной атмосфере. Стандартный AZS, разработанный для окислительной среды стекловаренных печей, может начать неконтролируемо выделять примеси или изменять структуру.
Был у нас опыт с регенеративной печью для варки строительного стекла, где попробовали применить плотный AZS с низкой пористостью для кладки подов. Расчет был на увеличение стойкости. Но не учли полностью тепловое расширение в комбинации с другими материалами зоны — через несколько кампаний пошли трещины на стыках. Пришлось возвращаться к комбинированным решениям, где AZS работал в тандеме с другим, более пластичным при нагреве огнеупором. Это к вопросу о том, что нельзя рассматривать материал изолированно от всей конструкции.
Ещё один момент — обработка и монтаж. Электроплавленный AZS — материал твёрдый и хрупкий. Точность резки и шлифовки кромок перед укладкой — это не мелочь, а условие для плотной посадки. Любой зазор — это потенциальный очаг эрозии. На новых производствах, где ставят роботизированную укладку, к геометрии изделий требования просто драконовские.
Тренды: что диктует рынок и технологии
Первый очевидный тренд — это запрос на материалы с повышенной стойкостью к коррозии от специфичных шихт. В производстве боросиликатного стекла, например, агрессивность расплава выше. Здесь идут по пути оптимизации состава стеклофазы в AZS, чтобы она сама была более химически стойкой, а не просто связкой для кристаллов.
Второе — энергоэффективность. Толщина футеровки — это и теплопотери, и стабильность. Разработки идут в сторону создания AZS с пониженной теплопроводностью без ущерба для плотности и стойкости. Это сложная задача, потому что часто эти параметры противоречат друг другу. Видел экспериментальные образцы с контролируемой микропористой структурой — интересно, но пока дорого и сложно в воспроизводстве.
И третий момент — это полный жизненный цикл и утилизация. Отработанный электроплавленный AZS — проблема. Его сложно переработать из-за высокой твёрдости и загрязнённости. Сейчас некоторые производители, включая упомянутую Inner Mongolia Yisheng New Materials, заявляют о программах по изучению вторичного использования дроблёного AZS в качестве наполнителя для менее ответственных изделий. Это важное движение, которое из чисто технической сферы переходит в экономическую и экологическую.
Практические наблюдения и детали, о которых редко пишут в каталогах
В каталогах всегда указана максимальная температура применения. Но на практике, долговечность часто определяет не пиковая температура, а длительность работы в определённом диапазоне, например, в зоне 1400-1500°C, где идёт активное взаимодействие с щелочными компонентами расплава. Здесь поведение разных марок AZS может различаться кардинально. Одна марка будет стабильно терять 1-2 мм в год, другая — давать локальные выщерблины.
Ещё один нюанс — цвет. По изменению цвета поверхности отработавшего AZS опытный специалист может многое сказать о режиме работы печи и химизме процессов. Например, синеватые оттенки могут указывать на определённые восстановительные условия. Это не диагностика по учебнику, а именно эмпирическое наблюдение.
И конечно, логистика и хранение. Материал гигроскопичен? В общем-то, нет. Но длительное хранение в сыром помещении может привести к адсорбции влаги на поверхности, и при резком нагреве в начале кампании печи это грозит микротрещинами. Поэтому на серьёзных проектах теперь прямо прописывают условия хранения на стройплощадке до монтажа.
Взгляд вперёд: куда движется разработка
Думаю, будущее — за композитными и функционально-градиентными материалами на основе AZS. Уже есть попытки создавать изделия, где слой, контактирующий с расплавом, имеет один состав и структуру, а тыльная сторона, работающая на теплоизоляцию и механическую прочность, — другой. Это позволит более рационально использовать дорогой материал и повысить эффективность.
Другое направление — интеграция систем мониторинга. Представьте себе блок из AZS со встроенными волоконно-оптическими датчиками для контроля температуры в толще футеровки в реальном времени. Звучит как фантастика, но прототипы уже испытываются. Это даст возможность перейти от плановых остановок печи к прогнозному обслуживанию.
В итоге, серия электроплавленного AZS — это не застывшая технология. Она эволюционирует под давлением новых отраслей, экономики и экологии. И главный тренд — это не поиск некоего универсального ?суперматериала?, а развитие целого семейства решений, тонко настроенных под конкретную задачу, печь и даже этап её кампании. И в этом процессе важны не только крупные исследовательские центры, но и практический опыт тех, кто эти материалы каждый день видит в работе, монтирует и анализирует после отработки. Именно такой симбиоз и двигает отрасль вперёд.